Качество. Безопасность. Профессионализм.
НОВОСТИ
- 21.11.2017
«Газпром» нам доверяет
Читать далее - 30.01.2017
Сертификация продукции по ТР ТС 010, ТР ТС 016, ТР ТС 032
Читать далее - 03.06.2016
Волгограднефтемаш изготовил первую из шести крупногабаритных колонн для АО «Газпромнефть-ОНПЗ»
Читать далее - 05.10.2015
Доклад УП «Белгазпромдиагностика» на VI отраслевом совещании «Состояние и основные направления развития неразрушающего контроля качества сварных соединений объектов ОАО «Газпром»
Читать далее - 01.09.2015
УП «Белгазпромдиагностика» и компания TechCorr подписали договор о сотрудничестве в области неразрушающего контроля и технической диагностики ферромагнитных материалов
Читать далее - 10.08.2015
АО «Краснодаргазстрой» в 10 раз увеличило скорость контроля сварных соединений благодаря установке MSCAN–SUPOR
Читать далее - 30.04.2015
Реализован проект по досборке двух коксовых барабанов на ОАО "Нафтан"
Читать далее - 21.01.2015
Наш комплекс MSCAN – SUPOR в реестре оборудования ОАО «Газпром».
Читать далее - 19.11.2014
"Газпром" и "Белгазпромдиагностика" делают новый шаг в развитии отношений
Читать далее - 15.10.2014
УП «Белгазпромдиагностика» разработала комплекс MSCAN - SUPOR
Читать далее - 20.08.2014
УП «Белгазпромдиагностика» и компания Cutech Group Ltd подписали договор о сотрудничестве в области инспекции, неразрушающего контроля и технической диагностики.
Читать далее - 12.08.2014
Проект «Сила Сибири»
Читать далее
Наши специалисты прошли квалификационные испытания Газпрома в рамках подготовки к реализации проекта «Сила Сибири» - 01.06.2014
Вклад компании "Белгазпромдиагностика" в реализацию проекта «Южный поток».
Читать далее - 25.03.2014
Приглашаем принять участие в 5-й международной конференции "Современные методы и приборы контроля качества и диагностики состояния объектов".
Читать далее - 19.03.2014
Обзор сканеров для контроля трубопроводов с возможностью одновременного использования эхо-импульсного и дифракционно-временного методов.
Читать далее - 02.02.2014
Аккредитованы как центр подготовки специалистов по неразрушающему контролю в ОАО «ГАЗПРОМ».
Читать далее - 28.12.2013
В 2014 году в Беларуси будут введены в действие СТБ по применению дифракционно-временного метода контроля (TOFD)
Читать далее - 23.10.2013
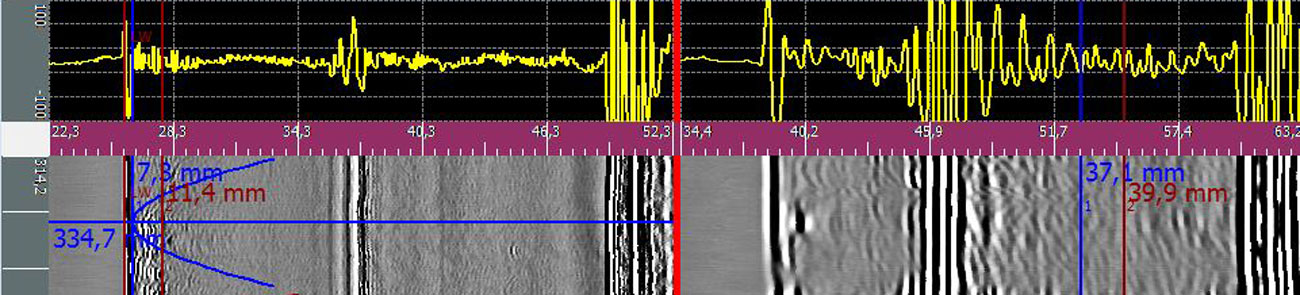
Опыт применения TOFD (дифракционно-временного метода УЗК) при контроле сварных соединений трубопроводов и толстостенных объектов.
Читать далее - 06.03.2013
Применение TOFD и PA значительно упрощает контроль повреждений вызванных водородным воздействием.
Читать далее - 21.01.2013
Новый сканнер “Bracelet” для контроля методом фазированных решеток и дифракционно-временным методом (ToFD).
Читать далее - 05.01.2013
Дефектоскоп OmniScan MX2 - новые возможности неразрушающего контроля методом ToFD
Читать далее

Вихретоковый метод контроля

Вихретоковый контроль – вид неразрушающего контроля, основанный на анализе взаимодействия электромагнитного поля вихретокового преобразователя с электромагнитным полем вихревых токов, наводимых в контролируемом объекте. Вихретоковые методы неразрушающего контрол используются для контроля качества электропроводящих объектов: металлов, сплавов, графита, полупроводников. Зона контроля определяется глубиной проникновения электромагнитного поля в контролируемый объект. Метод используется для дефектоскопии, определения геометрических размеров и структуроскопии материалов и изделий.
Метод используется для дефектоскопии, определения геометрических размеров и структуроскопии материалов и изделий.
В дефектоскопии определяются дефекты типа несплошностей, выходящих на поверхность или расположенных на небольшой глубине (листы, прутки, трубы, проволока, железнодорожные рельсы, мелкие дефекты и др.), а также трещины различного происхождения, расслоения, закаты, плены, раковины, поры, неметаллические включения и т.д.
Метод позволяет выявлять трещины глубиной 0,1–0,2 мм, протяженностью 1–2 мм или протяженностью около 1 мм и глубиной 1–5 % от диаметра контролируемой проволоки или прутка.
Вихретоковый метод позволяет контролировать геометрические размеры: диаметр проволоки, прутков и труб, толщину металлических листов и стенок труб при одностороннем доступе, толщину электропроводящих (например, гальванических) и диэлектрических (например, лакокрасочных) покрытий на электропроводящих основаниях. Пределы измерения от микрометров до десятков миллиметров с погрешностью измерения 2–5 % и минимальной площадью контроля до 1 мм2. С помощью метода измеряют зазоры, перемещения и вибрации в машинах и механизмах.
Структурное состояние материалов, определяющее уровень физико-механических свойств, оказывает влияние на магнитные и электрические характеристики. Поэтому по изменению последних определяют химический состав сплавов, качество химической и химико-термической обработки, пережоги, механические свойства, состояние поверхностных слоев, содержание альфа-фазы и т. д.
Наиболее распространены вихретоковые приборы – дефектоскопы, толщиномеры, структуроскопы. Практически в дефектоскопии используются вихревые токи с частотой до 1 млн Гц.
Применяется только для контроля изделий из электропроводящих материалов, в том числе цветных, немагнитных металлов (меди, латуни, алюминия и т. д.). Контролируются геометрические размеры изделий, определяются химический состав и структура материала изделия, внутренние напряжения, изменения электропроводности металлов и их магнитные свойства, обнаруживаются мельчайшие поверхностные и подповерхностные (на глубине несколько мм) дефекты.
Принцип контроля.
Вихревые токи возбуждают в объекте с помощью преобразователя в виде катушки индуктивности, питаемой переменным или импульсным током. Приемным преобразователем (измерителем) служит та же или другая катушка.
Интенсивность и распределение вихревых токов в объекте зависят:
- от геометрических размеров объекта
- от электрических и магнитных свойств материала объекта
- от наличия в материале несплошностей
- от взаимного расположения преобразователя и объекта
Это определяет большие возможности метода как средства контроля различных свойств объекта, но в то же время затрудняет его применение, так как при контроле одного параметра другие являются мешающими. Эти параметры нужно разделить.
Первичные информативные параметры – раздельно или совместно измеренные фаза, частота и амплитуда сигнала измерительного преобразователя, контроль сигнала одновременно на нескольких частотах, амплитудно-частотный спектр.


