Качество. Безопасность. Профессионализм.
НОВОСТИ
- 21.11.2017
«Газпром» нам доверяет
Читать далее - 30.01.2017
Сертификация продукции по ТР ТС 010, ТР ТС 016, ТР ТС 032
Читать далее - 03.06.2016
Волгограднефтемаш изготовил первую из шести крупногабаритных колонн для АО «Газпромнефть-ОНПЗ»
Читать далее - 05.10.2015
Доклад УП «Белгазпромдиагностика» на VI отраслевом совещании «Состояние и основные направления развития неразрушающего контроля качества сварных соединений объектов ОАО «Газпром»
Читать далее - 01.09.2015
УП «Белгазпромдиагностика» и компания TechCorr подписали договор о сотрудничестве в области неразрушающего контроля и технической диагностики ферромагнитных материалов
Читать далее - 10.08.2015
АО «Краснодаргазстрой» в 10 раз увеличило скорость контроля сварных соединений благодаря установке MSCAN–SUPOR
Читать далее - 30.04.2015
Реализован проект по досборке двух коксовых барабанов на ОАО "Нафтан"
Читать далее - 21.01.2015
Наш комплекс MSCAN – SUPOR в реестре оборудования ОАО «Газпром».
Читать далее - 19.11.2014
"Газпром" и "Белгазпромдиагностика" делают новый шаг в развитии отношений
Читать далее - 15.10.2014
УП «Белгазпромдиагностика» разработала комплекс MSCAN - SUPOR
Читать далее - 20.08.2014
УП «Белгазпромдиагностика» и компания Cutech Group Ltd подписали договор о сотрудничестве в области инспекции, неразрушающего контроля и технической диагностики.
Читать далее - 12.08.2014
Проект «Сила Сибири»
Читать далее
Наши специалисты прошли квалификационные испытания Газпрома в рамках подготовки к реализации проекта «Сила Сибири» - 01.06.2014
Вклад компании "Белгазпромдиагностика" в реализацию проекта «Южный поток».
Читать далее - 25.03.2014
Приглашаем принять участие в 5-й международной конференции "Современные методы и приборы контроля качества и диагностики состояния объектов".
Читать далее - 19.03.2014
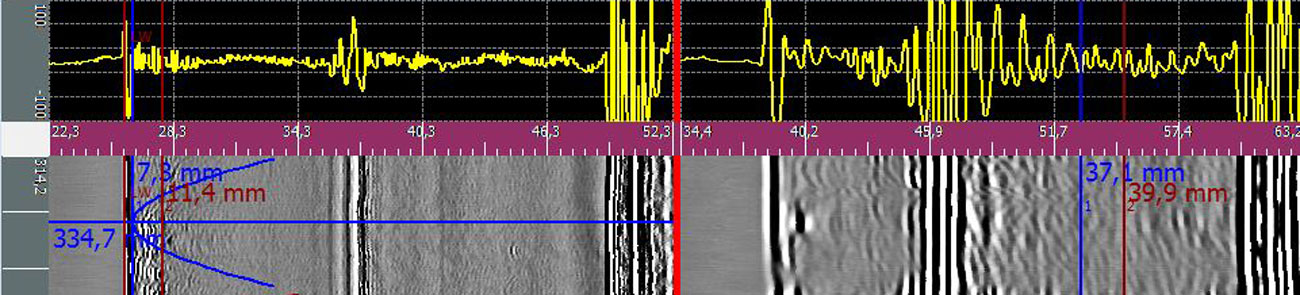
Обзор сканеров для контроля трубопроводов с возможностью одновременного использования эхо-импульсного и дифракционно-временного методов.
Читать далее - 02.02.2014
Аккредитованы как центр подготовки специалистов по неразрушающему контролю в ОАО «ГАЗПРОМ».
Читать далее - 28.12.2013
В 2014 году в Беларуси будут введены в действие СТБ по применению дифракционно-временного метода контроля (TOFD)
Читать далее - 23.10.2013
Опыт применения TOFD (дифракционно-временного метода УЗК) при контроле сварных соединений трубопроводов и толстостенных объектов.
Читать далее - 06.03.2013
Применение TOFD и PA значительно упрощает контроль повреждений вызванных водородным воздействием.
Читать далее - 21.01.2013
Новый сканнер “Bracelet” для контроля методом фазированных решеток и дифракционно-временным методом (ToFD).
Читать далее - 05.01.2013
Дефектоскоп OmniScan MX2 - новые возможности неразрушающего контроля методом ToFD
Читать далее

Визуальный метод неразрушающего контроля

 Визуальный метод– это один из методов неразрушающего контроля оптического вида. Он основан на получении первичной информации о контролируемом объекте при визуальном наблюдении или с помощью оптических приборов и средств измерений. Это органолептический контроль, т.е. воспринимаемый органами чувств (органами зрения).
Визуальный метод– это один из методов неразрушающего контроля оптического вида. Он основан на получении первичной информации о контролируемом объекте при визуальном наблюдении или с помощью оптических приборов и средств измерений. Это органолептический контроль, т.е. воспринимаемый органами чувств (органами зрения).
Внешним осмотром проверяют качество подготовки и сборки заготовок под сварку, качество выполнения швов в процессе сварки и качество готовых сварных соединений. Как правило, внешним осмотром контролируют все сварные изделия независимо от применения других видов контроля. Визуальный контроль во многих случаях достаточно информативен и является наиболее дешевым и оперативным методом контроля.
Визуальный метод контроля позволяет обнаруживать несплошности, отклонения размера и формы от заданных более 0,1 мм при использовании приборов с увеличением до 10х. Визуальный контроль, как правило, производится невооруженным глазом или с использованием увеличительных луп до 7х. В сомнительных случаях и при техническом диагностировании допускается применение луп с увеличением до 20х. Перед проведением визуального контроля поверхность в зоне контроля должна быть очищена от ржавчины, окалины, грязи, краски, масла, брызг металла, и других загрязнений, препятствующих осмотру.
При визуальном контроле сварных швов зоной контроля является сварной шов и прилегающие к нему участки основного металла на ширине не менее 20 мм в каждую сторону от шва с двух поверхностей, если обе они доступны для осмотра. Визуальный контроль выполняется до проведения других методов контроля.
Визуальный метод неразрушающего контроля является достаточно простым методом, тем не менее, может служить высокоэффективным средством для предупреждения и обнаружения дефектов.


