Качество. Безопасность. Профессионализм.
НОВОСТИ
- 21.11.2017
«Газпром» нам доверяет
Читать далее - 30.01.2017
Сертификация продукции по ТР ТС 010, ТР ТС 016, ТР ТС 032
Читать далее - 03.06.2016
Волгограднефтемаш изготовил первую из шести крупногабаритных колонн для АО «Газпромнефть-ОНПЗ»
Читать далее - 05.10.2015
Доклад УП «Белгазпромдиагностика» на VI отраслевом совещании «Состояние и основные направления развития неразрушающего контроля качества сварных соединений объектов ОАО «Газпром»
Читать далее - 01.09.2015
УП «Белгазпромдиагностика» и компания TechCorr подписали договор о сотрудничестве в области неразрушающего контроля и технической диагностики ферромагнитных материалов
Читать далее - 10.08.2015
АО «Краснодаргазстрой» в 10 раз увеличило скорость контроля сварных соединений благодаря установке MSCAN–SUPOR
Читать далее - 30.04.2015
Реализован проект по досборке двух коксовых барабанов на ОАО "Нафтан"
Читать далее - 21.01.2015
Наш комплекс MSCAN – SUPOR в реестре оборудования ОАО «Газпром».
Читать далее - 19.11.2014
"Газпром" и "Белгазпромдиагностика" делают новый шаг в развитии отношений
Читать далее - 15.10.2014
УП «Белгазпромдиагностика» разработала комплекс MSCAN - SUPOR
Читать далее - 20.08.2014
УП «Белгазпромдиагностика» и компания Cutech Group Ltd подписали договор о сотрудничестве в области инспекции, неразрушающего контроля и технической диагностики.
Читать далее - 12.08.2014
Проект «Сила Сибири»
Читать далее
Наши специалисты прошли квалификационные испытания Газпрома в рамках подготовки к реализации проекта «Сила Сибири» - 01.06.2014
Вклад компании "Белгазпромдиагностика" в реализацию проекта «Южный поток».
Читать далее - 25.03.2014
Приглашаем принять участие в 5-й международной конференции "Современные методы и приборы контроля качества и диагностики состояния объектов".
Читать далее - 19.03.2014
Обзор сканеров для контроля трубопроводов с возможностью одновременного использования эхо-импульсного и дифракционно-временного методов.
Читать далее - 02.02.2014
Аккредитованы как центр подготовки специалистов по неразрушающему контролю в ОАО «ГАЗПРОМ».
Читать далее - 28.12.2013
В 2014 году в Беларуси будут введены в действие СТБ по применению дифракционно-временного метода контроля (TOFD)
Читать далее - 23.10.2013
Опыт применения TOFD (дифракционно-временного метода УЗК) при контроле сварных соединений трубопроводов и толстостенных объектов.
Читать далее - 06.03.2013
Применение TOFD и PA значительно упрощает контроль повреждений вызванных водородным воздействием.
Читать далее - 21.01.2013
Новый сканнер “Bracelet” для контроля методом фазированных решеток и дифракционно-временным методом (ToFD).
Читать далее - 05.01.2013
Дефектоскоп OmniScan MX2 - новые возможности неразрушающего контроля методом ToFD
Читать далее

Метод ToFD

Ультразвуковой Дифракционно-временной метод НК
(Time of Flight Diffraction - ToFD)
 Метод ToFD основан на взаимодействии ультразвуковых волн с краями несплошностей. Это взаимодействие приводит к излучению дифракционных волн в широком диапазоне углов. Обнаружение дифракционных волн позволяет установить наличие несплошности.
Метод ToFD основан на взаимодействии ультразвуковых волн с краями несплошностей. Это взаимодействие приводит к излучению дифракционных волн в широком диапазоне углов. Обнаружение дифракционных волн позволяет установить наличие несплошности.
Время прохождения регистрируемых сигналов является мерой оценки высоты несплошности, тем самым позволяя измерить дефект. Размер несплошности всегда определяется временем прохождения дифракционных сигналов. Амплитуда сигнала не используется для определения размера.
Физическая сущность ToFD
Ультразвуковой дифракционно-временной метод основан на приеме волн, дифрагированных на вершинах дефекта.
Причем излучаются и применяются как продольные, так и поперечные волны.
Главная информационная характеристика – время прихода сигнала. Этот метод также называют времяпролетным, буквально переводя английское название Time of Flight Diffraction (ToFD).
Боковая волна (lateral wave): продольная волна, которая распространяется прямолинейно от излучающего до приёмного ПЭП в конфигурации ToFD. Термин обычно используют при контроле стыковых сварных соединений (излучатель и приёмник располагаются на одном уровне).
|
|
Два наклонных датчика продольной волны, используются для излучения и приема волны с каждой стороны сварного шва. Для большинства случаев достаточно контроля всей толщины за один проход. Для объектов большой толщины требуется контроль за несколько проходов. ToFD обнаруживает образ дефекта по сигналам дифрагированным с его краев. |
|
|


 |
Дифракция волн (лат. Diffractus – буквально разломанный, переломанный) – явление, которое можно рассматривать как отклонение от законов геометрической оптики при распространении волн. Для объяснения этого явления необходимо воспользоваться принципом Гюйгенса, в соответствии с которым каждую частицу среды, приходящую в колебание вследствие распространения первичной падающей волны, можно рассматривать как точечный источник, излучающий вторичную элементарную сферическую волну. |
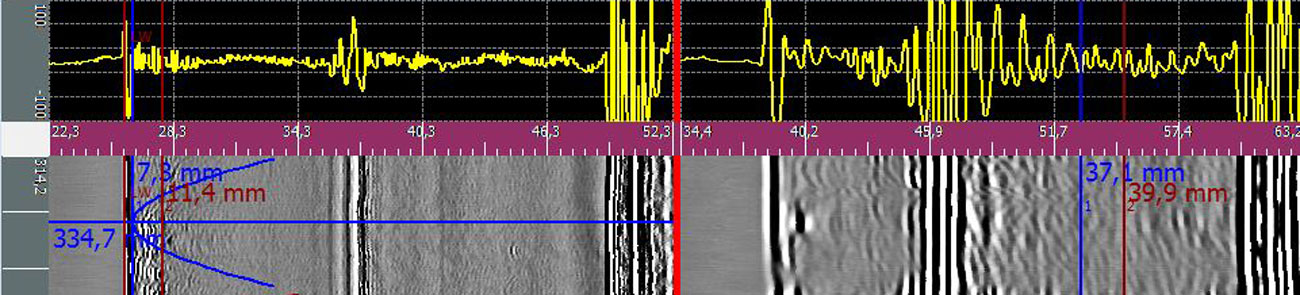
Краткий анализ результатов ToFD & RT
 |
Выходящая на поверхность трещина (1) в сварном соединении толщиной 50 мм не обнаружена с помощью радиографии (RT).
|
| Анализ результатов контроля качества сварных швов, по данным ToFD и радиографии, показывает, что ToFD обеспечивает возможность проведения измерений глубины залегания дефекта, а так же информацию о высоте дефекта. |

Метод ToFD является более чувствительным к дефектам плоскостного типа трещин в сравнении с RT.
Преимущества метода ToFD
Наиболее существенные отличия от стандартного эхо-импульсного метода:
- Возможность достижения более высокой точности при проведении измерений, как правило, ± 1 мм, а при повторном обследовании ± 0,3 мм.
- Независимость обнаружения дефекта от его углового положения.
- Измерение параметров дефекта основано на времени прохождения пути дифракционных сигналов и не зависит от амплитуды сигнала.
- Высокая производительность контроля, так как сканирование проводится вдоль одной линии с контролем всего объёма шва.
- Документирование и хранение результатов контроля.
- 100% воспроизводимость результатов контроля.
- Изменение величины эрозии металла внутренней поверхности.
- Альтернатива радиационному методу НК.
|
Точечные дефекты, вызывающие дифракцию волн (Point diffractors)
|
Дефекты выходящие на наружную поверхность (Outside (ID) fare-surface-breaking flaws)
|
|
Внутренние дефекты расположенные в центре шва (Midwall flaws)
|
Дефекты на обратной поверхности (Inside (ID) fare-surface-breaking flaws).
|




Дифракционно-временной метод ToFD применим, как правило, для материалов с относительно низкими уровнями затухания и рассеяния ультразвуковых волн. В большинстве случаев метод применим для нелегированных и низколегированных углеродистых сталей и сварных соединений, но также возможно его применение для мелкозернистых аустенитных сталей и алюминия. Крупнозернистые материалы и материалы со значительной анизотропией, такие как чугун, аустенитные сварные материалы и сплавы с высоким содержанием никеля, требуют дополнительной валидации и дополнительной обработки информации.


