

TOFD (дифракционно-временной метод ультразвукового контроля) - это технология создания изображения посредством ультразвука, которая предоставляет возможность обнаруживать внутренние несплошности, определять их точное местоположение и размеры.
 |
 |
Применение дифракционно-временного метода (TOFD)
TOFD применим для контроля стыковых сварных соединений, полученных при сварке плавлением металлов толщиной от 6 до 300 мм, простых геометрических объектов в виде пластин, труб и сосудов изготовленных из низколегированной углеродистой стали.
Применение TOFD, как самостоятельного метода контроля, не вызывает особых проблем. TOFD прекрасно зарекомендовал себя при контроле сварных соединений трубопроводов, особенно в совокупности с фазированными решетками. Контроль TOFD может выполняться как с применением ручных сканеров, так и в составе автоматизированных систем, к примеру GE WeldStar AUT system (рис. справа).
 |
 |
Существуют два подхода к применению технологии TOFD:
- как самостоятельная техника ультразвукового контроля
- как альтернатива радиографическому контролю.
Нормативные документы по TOFD
Европейские и международные нормативные документы:
- EN ISO 17635 «Неразрушающий контроль сварных соединений. Общие правила для металлических материалов»
- EN 586: 6 / ISO 16828:2012 «Контроль неразрушающий - Ультразвуковой метод: Дифракционно – временной метод обнаружения и измерения несплошностей»
- ISO 10863:2011 «Неразрушающий контроль сварных соединений. Ультразвуковая дефектоскопия. Применение дифракционно-временного метода контроля (TOFD)»
- ISO 15626:2011 «Неразрушающий контроль сварных соединений. Дифракционно–временной метод (TOFD) – Границы допустимости».
Американские нормативные документы:
- ASME V «Неразрушающий контроль»
- ASME VIII Div 2 «Правила сооружения сосудов работающих под давлением».
| Толщина t, мм | Количество TOFD конфигураций |
Диапазон глубины ∆t, мм |
Средняя частота ƒ, MГц |
Угол ввода (продольные волны), α |
Размер пьезоэлемента, мм |
Пересечение акустических осей |
| 6-10 | 1 |
0-t |
15 |
70˚ |
2-3 | 2/3 t |
| > 10-15 |
1 |
0-t | 15-10 | 70˚ | 2-3 | 2/3 t |
| > 15-35 |
1 |
0-t |
10-5 |
70˚-60˚ | 2-6 | 2/3 t |
| > 35-50 |
1 |
0-t |
5-3 |
70˚-60˚ | 3-6 | 2/3 t |
| > 50-100 |
2 | 0-t/2 | 5-3 |
70˚-60˚ |
3-6 |
1/3 t |
| t/2-t | 5-3 |
60˚-45˚ |
6-12 | 5/6 t |
||
| > 100- 200 |
3 |
0-t/3 | 5-3 |
70˚-60˚ | 3-6 | 2/9 t |
| t/3-2 t/2 | 5-3 | 60˚-45˚ | 6-12 | 5/9 t |
||
| 28/3 t-t |
5-2 |
60˚-45˚ |
6-20 |
8/9 t |
||
| > 200- 300 |
4 |
0-t/4 | 5-3 |
70˚-60˚ |
3-6 |
1/12 t |
| t/4 - t/2 | 5-3 | 60˚-45˚ | 6-12 | 5/12 t |
||
| t/2 - 3 t/4 | 5-2 |
60˚-45˚ |
6-20 |
8/12 t |
||
| 3 t/4 - t | 3-1 |
50˚-40˚ |
10-20 |
11/12 t; или t для α ≤ 45˚ |
| Толщина, мм |
Частота, МГц |
Размеры пьезоэлемента, мм |
Угол ввода (продольная волна), град |
| При однозонном сканировании |
|||
| < 13 |
10-15 |
3-6 |
60-70 |
| 13-38 | 5-10 |
3-6 |
50-70 |
| 38-75 |
2-5 |
6-13 |
45-65 |
| При многозонном сканировании |
|||
| < 38 |
5-15 |
3-6 |
50-70 |
| 38-100 |
1-5 |
6-12.5 |
45-65 |
| Толщина, мм |
Количество зон |
Диапазон глубины |
Пересечения луча |
| < 50 |
1 |
0 - t |
2/3 t |
| 50-100 | 2 |
0 - t/2 |
1/3 t |
| t/2 - t |
5/6 t |
||
| 100-200 | 3 |
0 - t/3 |
2t/ 9 |
| t/3 - 2t/3 |
5t/ 9 |
||
| 2t/3 - t |
8t/ 9 |
||
| 200-300 |
4 |
0 - t/4 |
t/ 12 |
| t/4 - t/2 |
5t/ 12 |
||
| t/2 - 3t/4 |
8t/ 12 |
||
| 3t/24 - t |
11t/ 12 |
В настоящее время особый практический интерес технология TOFD представляет как альтернатива радиографическому контролю. Так в рамках данной работы компания «Белгазпромдиагностика» проводит контроль сварных соединений корпусов адсорбционных колонн, выполненных из низколегированной углеродистой стали, толщиной 94 мм и 48 мм (см.рис.).
Корпус адсорбционной колонны

TOFD контроль в данном проекте был предусмотрен лицензиаром процесса, как замена радиографическому контролю и проводится до и после термообработки.
Основные проблемы при подготовке к контролю на данном объекте:
- согласование письменной методики с лицензиаром процесса в соответствии с ASME V и ASME VIII div. 2
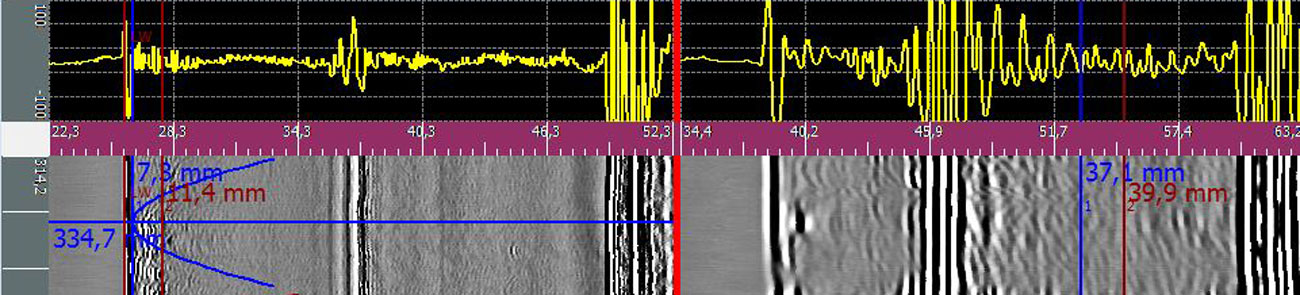
- необходимость максимального уменьшения поверхностной мертвой зоны при проведении контроля (рис.), и обеспечение выявляемости дефектов в ней
- изготовление контрольного образца и демонстрационного блока для подтверждения возможности замены радиографии на TOFD
- обеспечение требуемой чувствительности контроля и выявляемости дефектов.

Основные решения:
- для снижения влияния поверхностной мертвой зоны были применены датчики головной волны, обеспечивающие регистрацию дефектов на глубине от 0 до 15 мм

- для настройки чувствительности был изготовлен образец с боковыми сверлениями диметром 5 мм, расположенными на различной глубине, в зонах контроля (рис. 7). Для проверки чувствительности датчиков головной волны, выполнено боковое сверление диаметром 3 мм глубиной 30 мм, согласно требованиям ASME VIII часть 2

- для проверки пригодности применения TOFD взамен радиографии был изготовлен демонстрационный блок имитирующий дефекты расположенные на свариваемых кромках параллельно оси шва (рис.)
Также при проведении контроля учтены следующее существенные факторы:
- выбраны оптимальные параметры контроля для возбуждения и обнаружения дифракционных сигналов в зоне контроля
- перекрытие зон контроля при многозонном сканировании должно быть не менее 10 % по толщине
- оценка индикаций осуществляется согласно ASME VIII div. 2 с учетом жестких требований допустимости дефектов, заявленных лицензиаром процесса к контролю.
Практическое применение TOFD на данном объекте позволило однозначно оценить его преимущества на толщинах от 50 мм. При помощи ультразвука выявляются дефекты, которые рентгенография обнаружить не может.
Нельзя не отметить, что производитель оборудования получает от применения метода TOFD положительный экономический эффект вследствие уменьшения затрат на электроэнергию, использование дорогостоящих рентгенографических оборудования и материалов, сокращения рабочего времени на контроль и оптимизации сроков сдачи объекта заказчику.
Неоспоримые преимущества TOFD:
- наглядность
- точность проведения измерений (их повторяемость)
- высокая чувствительность и разрешающая способность при контроле толстостенных объектов
- производительность
- документирование результатов контроля
- безопасность.
Как недостаток данного метода, можно отметить отсутствие отечественной нормативной базы, что безусловно сдерживает развитие TOFD как самостоятельной технологии контроля.
В рамках данной проблематики УП «Белгазпромдиагностика» провела значительную работу по внедрению на территории Республики Беларусь европейских стандартов по TOFD.
Нормативные документы Республики Беларусь вступающие в силу в 2014 году
- СТБ EN 583-6 «Контроль неразрушающий - Ультразвуковой метод – часть 6: Дифракционно – временной метод обнаружения и измерения несплошностей»
- СТБ ISO 10863 «Неразрушающий контроль сварных соединений. Ультразвуковая дефектоскопия. Применение дифракционно-временного метода контроля (TOFD)»
- СТБ EN 15617 «Неразрушающий контроль сварных соединений. Дифракционно–временной метод (TOFD) – Границы допустимости».


