Качество. Безопасность. Профессионализм.
НОВОСТИ
- 21.11.2017
«Газпром» нам доверяет
Читать далее - 30.01.2017
Сертификация продукции по ТР ТС 010, ТР ТС 016, ТР ТС 032
Читать далее - 03.06.2016
Волгограднефтемаш изготовил первую из шести крупногабаритных колонн для АО «Газпромнефть-ОНПЗ»
Читать далее - 05.10.2015
Доклад УП «Белгазпромдиагностика» на VI отраслевом совещании «Состояние и основные направления развития неразрушающего контроля качества сварных соединений объектов ОАО «Газпром»
Читать далее - 01.09.2015
УП «Белгазпромдиагностика» и компания TechCorr подписали договор о сотрудничестве в области неразрушающего контроля и технической диагностики ферромагнитных материалов
Читать далее - 10.08.2015
АО «Краснодаргазстрой» в 10 раз увеличило скорость контроля сварных соединений благодаря установке MSCAN–SUPOR
Читать далее - 30.04.2015
Реализован проект по досборке двух коксовых барабанов на ОАО "Нафтан"
Читать далее - 21.01.2015
Наш комплекс MSCAN – SUPOR в реестре оборудования ОАО «Газпром».
Читать далее - 19.11.2014
"Газпром" и "Белгазпромдиагностика" делают новый шаг в развитии отношений
Читать далее - 15.10.2014
УП «Белгазпромдиагностика» разработала комплекс MSCAN - SUPOR
Читать далее - 20.08.2014
УП «Белгазпромдиагностика» и компания Cutech Group Ltd подписали договор о сотрудничестве в области инспекции, неразрушающего контроля и технической диагностики.
Читать далее - 12.08.2014
Проект «Сила Сибири»
Читать далее
Наши специалисты прошли квалификационные испытания Газпрома в рамках подготовки к реализации проекта «Сила Сибири» - 01.06.2014
Вклад компании "Белгазпромдиагностика" в реализацию проекта «Южный поток».
Читать далее - 25.03.2014
Приглашаем принять участие в 5-й международной конференции "Современные методы и приборы контроля качества и диагностики состояния объектов".
Читать далее - 19.03.2014
Обзор сканеров для контроля трубопроводов с возможностью одновременного использования эхо-импульсного и дифракционно-временного методов.
Читать далее - 02.02.2014
Аккредитованы как центр подготовки специалистов по неразрушающему контролю в ОАО «ГАЗПРОМ».
Читать далее - 28.12.2013
В 2014 году в Беларуси будут введены в действие СТБ по применению дифракционно-временного метода контроля (TOFD)
Читать далее - 23.10.2013
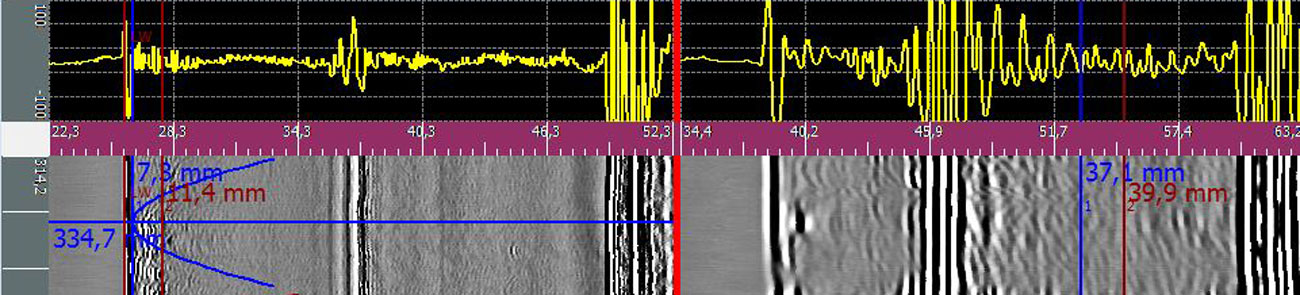
Опыт применения TOFD (дифракционно-временного метода УЗК) при контроле сварных соединений трубопроводов и толстостенных объектов.
Читать далее - 06.03.2013
Применение TOFD и PA значительно упрощает контроль повреждений вызванных водородным воздействием.
Читать далее - 21.01.2013
Новый сканнер “Bracelet” для контроля методом фазированных решеток и дифракционно-временным методом (ToFD).
Читать далее - 05.01.2013
Дефектоскоп OmniScan MX2 - новые возможности неразрушающего контроля методом ToFD
Читать далее

Пузырьковый метод контроля герметичности

 Пузырьковый метод контроля герметичности предназначен для специалистов лабораторий, выполняющих неразрушающий контроль и испытания металлов, сплавов и сварных соединений.
Пузырьковый метод контроля герметичности предназначен для специалистов лабораторий, выполняющих неразрушающий контроль и испытания металлов, сплавов и сварных соединений.
Методы контроля герметичности соединений назначают в зависимости от условий эксплуатации изделий, типа конструкции и других факторов. Контроль, осуществляемый после внешнего осмотра, основан на способности газов и жидкостей проникать через несплошности. Для проведения испытаний используют керосин, аммиак, воздух, воду, гелий и др.
При испытании керосином поверхность, доступную для осмотра, покрывают водной суспензией мела или каолина и подсушивают. Противоположную сторону шва два-три раза смачивают керосином. Дефекты в шве обнаруживаются по появлению жирных желтых пятен на окрашенной поверхности. Таким методом испытывают сосуды, работающие без внутреннего давления с толщиной стенки до 16 мм и размером дефекта свыше 0,1 мм. Продолжительность испытания должна составлять не менее 12 ч при положительной температуре и не менее 26 ч — при отрицательной.
При пневматическом испытании (ГОСТ3242—79) сжатый газ (воздух, инертные газы и др.) подают в испытуемый сосуд под давлением, несколько превышающем рабочее. Плотность сварных соединений проверяют мыльным раствором или погружением сосуда в воду.
При гидравлическом испытании (ГОСТ 3845—75) все отверстия в изделии плотно закрывают заглушками и через штуцер заполняют изделие водой. С помощью гидравлического насоса создают давление, в 1,25...1,5 раза превышающее рабочее. О наличии дефектов судят по появлению на противоположной стороне шва течи, капель или следов жидкости. Данный вид испытаний применяют при проверке герметичности сварных соединений паровых и водяных котлов, трубопроводов и сосудов, работающих под давлением.


